


Hela grejjen som fick mig att börja konvertera är att jag fick tag i stegmotorer + styrkort till bra pris. Nu har jag fattat att motorer+kort är de billiga komponenterna, bara kuggremstransmissionen var ju dubbelt så dyr. Men nu är frugan med på banan och tycker att detta är ett OK projekt, så då är det bara att köra. =)
Vad är fördelen med servon istället för stegmotorer?
Några tips på bra servon med drivare att köpa?
CNC med digitala skalor i EMC2/Hubbens WarcoCNC konvertering
Re: CNC med digitala skalor i EMC2?
Drivare:
http://www.hobbycnc.com/products/hobbyc ... board-kit/
Motorer:
http://www.hobbycnc.com/products/stepper-motors/
minsta varianten (130).
http://www.hobbycnc.com/products/hobbyc ... board-kit/
Motorer:
http://www.hobbycnc.com/products/stepper-motors/
minsta varianten (130).

Re: CNC med digitala skalor i EMC2?
Jag tror de motorerna är på tok för klena. 130oz-in = 0,92Nm.
Ska du växla ner dom och köra relativt glappfritt kommer du att få köra väääldigt långsamt för att inte tappa steg.
EDIT: Maskinen är väl ungefär som en BF20 i storlek? Kasta ett öga på vad dom använder för drivare, motorer och utväxling.
Ska du växla ner dom och köra relativt glappfritt kommer du att få köra väääldigt långsamt för att inte tappa steg.
EDIT: Maskinen är väl ungefär som en BF20 i storlek? Kasta ett öga på vad dom använder för drivare, motorer och utväxling.
Re: CNC med digitala skalor i EMC2?
Jepp, jag har insett att de troligen är för klena, får dock duga till ett första test. Växlar dem 1:4, så kraften borde ju ungefär fyradubblas.
Det börjar kännas mer och mer som att om detta ska gå att ro hem på ett vettigt sätt så ska man köpa större motorer och kulskruvar, och då är ju frågan om man inte bara ska använda denna fräs till grovfräsning och att bygga delar till en ny portalfräs...
Men, nu har jag grejjerna så det är ju bara att göra ett testbygge och se var man hamnar. Den ska ju inte användas till storskalig produktion, så hastighet är ju inte det viktigaste men...
När jag läser om ett BF20 bygge ser jag att han använt servon med 0,66Nm kontinuerligt och max 3,3Nm som begränsats till 1,6Nm. Det ligger ju i rangen vart jag kommer hamna med mina motorer/låda, eller missar jag någonting någonstans?
Det börjar kännas mer och mer som att om detta ska gå att ro hem på ett vettigt sätt så ska man köpa större motorer och kulskruvar, och då är ju frågan om man inte bara ska använda denna fräs till grovfräsning och att bygga delar till en ny portalfräs...
Men, nu har jag grejjerna så det är ju bara att göra ett testbygge och se var man hamnar. Den ska ju inte användas till storskalig produktion, så hastighet är ju inte det viktigaste men...
När jag läser om ett BF20 bygge ser jag att han använt servon med 0,66Nm kontinuerligt och max 3,3Nm som begränsats till 1,6Nm. Det ligger ju i rangen vart jag kommer hamna med mina motorer/låda, eller missar jag någonting någonstans?
Re: CNC med digitala skalor i EMC2?
Det är nog mitt bygge du har sett.
Jag har inte fått fräsen än så jag har inte hunnit test hur det blir, men servona skall växlas 1:3 så det blir 2Nm kontinuerligt och 4,8Nm max.
Det skall räcka till en BF20.
Jag har inte fått fräsen än så jag har inte hunnit test hur det blir, men servona skall växlas 1:3 så det blir 2Nm kontinuerligt och 4,8Nm max.
Det skall räcka till en BF20.
Re: CNC med digitala skalor i EMC2?
Låter bra det! Blir intressant att se hur du löser det. =)
Min är ju växlad 1:4 så det borde bli runt 3,7Nm. Kör jag inte så snabbt så kanske det räcker, vem vet. Jag har byggt mina motorfästen så att jag på ett enkelt sätt kan byta och sätta dit större motorer. Nu är för övrigt motorfästet till X-axeln färdigt och monterat. Ska ut och knäppa lite bilder senare ikväll.
Min är ju växlad 1:4 så det borde bli runt 3,7Nm. Kör jag inte så snabbt så kanske det räcker, vem vet. Jag har byggt mina motorfästen så att jag på ett enkelt sätt kan byta och sätta dit större motorer. Nu är för övrigt motorfästet till X-axeln färdigt och monterat. Ska ut och knäppa lite bilder senare ikväll.

Re: CNC med digitala skalor i EMC2?
Stegmotorer har väl i princip konstant effekt, så det är inte säkert att nedväxling gör så mycket nytta. Hållmomentet blir förstås större...
Det är möjligt att du vinner nåt på det, men jag skulle absolut titta på momentkurvorna för motorerna först och räkna lite på moment vid olika varvtal med och utan nedväxling, innan jag la pengar & tid på en transmission.
Det är möjligt att du vinner nåt på det, men jag skulle absolut titta på momentkurvorna för motorerna först och räkna lite på moment vid olika varvtal med och utan nedväxling, innan jag la pengar & tid på en transmission.
Re: CNC med digitala skalor i EMC2?
Hur menar du nu?
Om momentet som krävs för att orka vrida trapetsskruven är 4Nm, och jag växlar ned den 1:4 så behöver ju bara motorn vrida 1Nm. Detta oavsett vilken typ av motor det är. Om motorn orkar dra 1,5Nm så orkar den alltså vid en nedväxling, men inte utan. Eller är jag helt ute och cyklar? Det kommer ju att gå långsammare, men om det skiljer mellan att inte fungera eller att fungera långsamt så är det ju bättre med utväxling och att det fungerar långsamt.
Jag har redan köpt och byggt transmissionen.
Om momentet som krävs för att orka vrida trapetsskruven är 4Nm, och jag växlar ned den 1:4 så behöver ju bara motorn vrida 1Nm. Detta oavsett vilken typ av motor det är. Om motorn orkar dra 1,5Nm så orkar den alltså vid en nedväxling, men inte utan. Eller är jag helt ute och cyklar? Det kommer ju att gå långsammare, men om det skiljer mellan att inte fungera eller att fungera långsamt så är det ju bättre med utväxling och att det fungerar långsamt.
Jag har redan köpt och byggt transmissionen.
Re: CNC med digitala skalor i EMC2?
Grejen med en stegmotor är momentet inte är konstant, det avtar med ökande hastighet. Här är en typisk mometkurva:
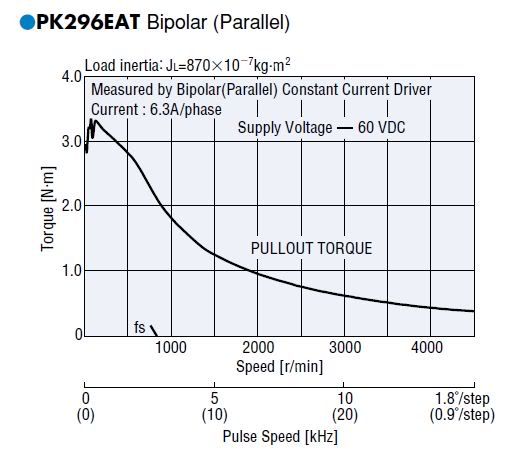
Som du ser så har denna motorn ett hållmoment på 3Nm men när hastigheten är 2000rpm så är vridmomentet bara 1Nm. Låt oss säga att vi vill att skruven som vi driver med den här motorn skall göra 1000rpm. Om vi då växlar motorn 2:1 så att motorn gör 2000rpm när skruven gör 1000 rpm så har vi 1Nm från motorn och 2Nm på skruven. Om vi kör 1:1 så behöver motorn bara snurra 1000rpm och vi har då strax under 2Nm, dvs samma hastighet på skruven och i princip samma moment.
Nu är denna kurvan för en specifik motor och du måste titta på just din motor och sedan "pussla" lite för hitta vad som passar just dina krav.
Som du ser så har denna motorn ett hållmoment på 3Nm men när hastigheten är 2000rpm så är vridmomentet bara 1Nm. Låt oss säga att vi vill att skruven som vi driver med den här motorn skall göra 1000rpm. Om vi då växlar motorn 2:1 så att motorn gör 2000rpm när skruven gör 1000 rpm så har vi 1Nm från motorn och 2Nm på skruven. Om vi kör 1:1 så behöver motorn bara snurra 1000rpm och vi har då strax under 2Nm, dvs samma hastighet på skruven och i princip samma moment.
Nu är denna kurvan för en specifik motor och du måste titta på just din motor och sedan "pussla" lite för hitta vad som passar just dina krav.
Re: CNC med digitala skalor i EMC2?
Aha, ok, det visste jag inte om stegmotorer, men om du utgår från att motorn ska varva 1000rpm, så får du ju mer styrka mot skruven med en 1:4 utväxling än om du kör rakt på. Det kommer att gå en fjärdedel så fort som om du kör rakt på, men vid 0,89Nm finns det inte så många alternativ. Det maximala momentet du kan leverera mot skruven blir ju större om du har en utväxling än utan...
Som sagt har jag byggt motorfästena så att jag enkelt kan använda samma transmission med andra motorer om jag byter dessa i framtiden.
Som sagt har jag byggt motorfästena så att jag enkelt kan använda samma transmission med andra motorer om jag byter dessa i framtiden.
Re: CNC med digitala skalor i EMC2?
Som utlovat, här kommer lite bilder på projektet:
Fräsen

Drivning av X-axel:


Svarven:

Skalor:

Fästplatta till Y-motor:


Drivning av Y-axel:


Smorde upp trapetsskruvarna med lite WD40, och jäklar vad lätt det började gå! Kanske kan vara en idé att smörja upp dessa lite då och då.
Är det någon som har koll på hur jag kan plocka isär X-Y bordet för att eventuellt kunna åtgärda vändglappet på muttern?
Högsta varvtalet jag får på spindeln med denna svarv är 1250rpm, detta är inte så högt har jag förstått, så att ha jättesnabb matning är ju inte nödvändigt. Som jag har förstått gäller att lågt RPM = långsam matning, eller?
Fräsen
Drivning av X-axel:
Svarven:
Skalor:
Fästplatta till Y-motor:
Drivning av Y-axel:
Smorde upp trapetsskruvarna med lite WD40, och jäklar vad lätt det började gå! Kanske kan vara en idé att smörja upp dessa lite då och då.
Är det någon som har koll på hur jag kan plocka isär X-Y bordet för att eventuellt kunna åtgärda vändglappet på muttern?
Högsta varvtalet jag får på spindeln med denna svarv är 1250rpm, detta är inte så högt har jag förstått, så att ha jättesnabb matning är ju inte nödvändigt. Som jag har förstått gäller att lågt RPM = långsam matning, eller?
Re: CNC med digitala skalor i EMC2?
Har precis fått veta att jag troligen kan köpa kulskruv till väldigt bra pris. Är det värt att byta ut trapetserna mot kulskruv och ska de isåfall ha samma längd som trapetserna som sitter idag?
Re: CNC med digitala skalor i EMC2?
Det är nog helt klart värt det om det är "till väldigt bra pris". Det blir ju en del knöl med konvertering men om du kollar runt på nätet hittar du säkert en likadan maskin (med annat namn) som någon bytt till kulskruvar. Längden på skruvarna bör väl vara åtminstone lika långa för att inte mista i arbetsområde, dock är nog kulmuttrarna lite större så kanske missar du några millimeter i arbetsområde. Längre skruvar ger väl inte så mycket heller om du inte på ett enkelt sätt kan utöka någon axels rörelse.
Har läst siffror om upp till 90% verkningsgrad på kulskruvar mot ca 20-30% för trapets. En kulmutter brukar kunna snurra ner av egen vikt till och med, det gör inte en trapetsmutter i vanliga fall. Sen skall du väl tänka på stigningen också, med mindre glapp och lättare gång kanske du kan öka hastigheten och behålla noggrannheten trots att du ökar stigningen. Tjocklek på skruvarna är nog inte så jätteviktigt i ditt fall då de är relativt korta och inte lär vobbla av egentyngd mm.
Jag har en 1m lång kulskruv med 20mm stigning som jag pysslat med, nu är det tyvärr skräp i muttern efter att jag råkat öppna så kulorna ramlade ut. När jag får tid skall den göras rent och användas till något roligt. På den skruven är mutterpaketet säkert 12-15cm långt, men då är det två motspända muttrar för att minimera glapp, jag kan inte känna ett dyft. Det här stycket blev väl mest dravel, men visar på lite att tänka på i alla fall.
Har läst siffror om upp till 90% verkningsgrad på kulskruvar mot ca 20-30% för trapets. En kulmutter brukar kunna snurra ner av egen vikt till och med, det gör inte en trapetsmutter i vanliga fall. Sen skall du väl tänka på stigningen också, med mindre glapp och lättare gång kanske du kan öka hastigheten och behålla noggrannheten trots att du ökar stigningen. Tjocklek på skruvarna är nog inte så jätteviktigt i ditt fall då de är relativt korta och inte lär vobbla av egentyngd mm.
Jag har en 1m lång kulskruv med 20mm stigning som jag pysslat med, nu är det tyvärr skräp i muttern efter att jag råkat öppna så kulorna ramlade ut. När jag får tid skall den göras rent och användas till något roligt. På den skruven är mutterpaketet säkert 12-15cm långt, men då är det två motspända muttrar för att minimera glapp, jag kan inte känna ett dyft. Det här stycket blev väl mest dravel, men visar på lite att tänka på i alla fall.
-
tecno

- Inlägg: 27319
- Blev medlem: 6 september 2004, 17:34:45
- Skype: tecnobs
- Ort: Sparreholm, Södermanland N 59° 4.134', E 16° 49.743'
- Kontakt:
Re: CNC med digitala skalor i EMC2?
Det är inte 'bara' att konvertera till kulskruvs drift. Rita upp detta först innan du drar igång och köper nåt som kanske inte passar.

