Det är faktiskt inte en så jättedum idé med en massa hål istället för T-spår. Har man möjligthet så kan man se till att ha en bit styrning i början av hålet för styrpinnar, istället för kilar. DÅ kan man svarva till bussningar med kanske 10 styrning för hålet och en 16-18 dia ovanpå som det ligger på. Då bör man kunna styra upp skruvstycken och ämnen inom några hundradelar utan en massa jobb o klocka upp allt man sätter fast.
Jag fördedrar i ärlighetens namn T-spår men det är så mycket krånligare att tillverka o kräver kanske dubbelt så tjockt ämne.
När man fräser T-spårbord med 22mm spår som är 800x2000 så får man börja med en 20pinne som man lämnar 2-3mm i botten och sedan grovköra med en T-spårfräs som lämnar kanse 1mm i sida o 2-3mm i botten precis som pinnen. Sedan får man vända på skiten o shimsa bort all luft efter att det redan planfrästa ämnet slagit sig och så planfräser man en gång till på bägge sidor och kör T-spåren så man nu lämnar 0.2 på 22 måttet som ska vara 22 +0,02 0 och 0,5 i botten. Vänder på skiten igen o shimsar innan en ytterligare planfräsning och sedan kör man färdigt. Man har då planfräst 3ggr på varje sida och kört spåret i 3steg och det är totalt sett 6-7 tempon. Man har förbrukat en 20mm spårnbrytande pinnfräs, en 16mm HM pinnfräs, fyra plattor till T-spårfräsen för grovkörning, en HSS t-spårfräs och 2vändor med HM i ändplansfräsen Kunden som krävde 0.05 i planhet på sitt nu 60mm tjocka bord tycker det är dyrt.....
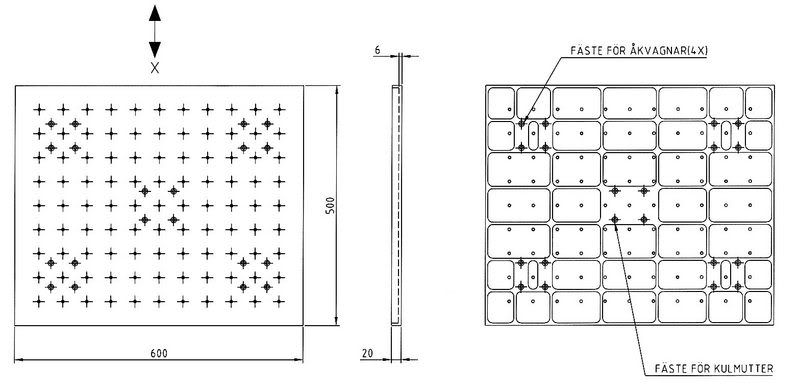
Alternativet kan vara att borra ett raster med M20 hål med 50mm avstånd i rader 100mm isär blir först planfräsning, borrning o gängning, planfräsning samt ev finborrning (ursvarvning) utav dia 22 styrningar 4 tempon.Man klarar sig på halva godstjockleken, 20-30% av tiden och har gjort slut på en gängtapp, en HM borrkrona till ett Iscar 17.5borr, en skäregg till en finborrverktyg och en vända HM plattor till ändplanfräsen. Dvs kanske 50% av verktygs kostnaden.
Något att fundera på.

Mikael