

Hej
Har börjat testa lite g kods programering, gjort en del enklare saker.
Undrar nu hur man hanterar verktygets radie. Har läst mig fram till G41/G42 men blev inte klok på det.
Säg att man har ett program som gör en ytterkontur som är en fyrkant med rundade hörn och så en urgröpning inne i fyrkanten, urgröpningen är en trekant med radier i alla 3 hörn
Så problemet är att få kompensation för verktyget när man gör ett yttre skär samt kompensation när man gör ett inre skär.
Skulle vara trevligt om det i mach3 fanns funktion där man speca verktygets radie och slog på kopensation inre resp ytre skärning.
Tacksam för svar
EDIT:
1.sätt up ett verktyg i tooltable, tex verktyg 2 har radie 4
2.i gkoden använd T 2 för att välja verktyget
3.i gkoden använd G42 för kompensation vid invertes skärning, G41 för skärning på utsidan.
så har jag fårstått det, vad jag inte förstår är är varför man måste göra så kallade entry moves innan själva bearbetningen, samt varför g41/g42 beskrivs som kompensation för skärning på höger resp vänster sida, vad om man vill skära efter x axeln då? då är man ju intresserad av att kompensera åt y + eller - beroende på vilken sida man skär på.
fräs radie kompensering via g kod alt mach3
Re: fräs radie kompensering via g kod alt mach3
Det finns det, och det ÄR G41/G42. Men för att det skall fungera riktigt så finns det vissa saker som måste var uppfyllda. Verktygets radie måste naturligtvis vara mindre än radien i de inre hörnen och du måste "slå på" och "stänga av" radiekompensering under vad som brukar kallas för lead-in och lead-out, nånting i stil med det här:
Kvadraten och triangeln är ritade så stora som dom skall vara när biten är färdig. Utan G41/G42 så hade verktygets centrum, istället för "kant", följt fräsbanan. Här är koden för fräsning av kvadraten:
Raden N22 talar om för Mach3 vilket verktyg det är som används och dess radie måste naturligvis vara angiven i Mach3's Tooltable. Själva kompenseringen appliceras under rörelsen på rad N32, och stängs av på rad N56, i Mach3 ser det ut så här:
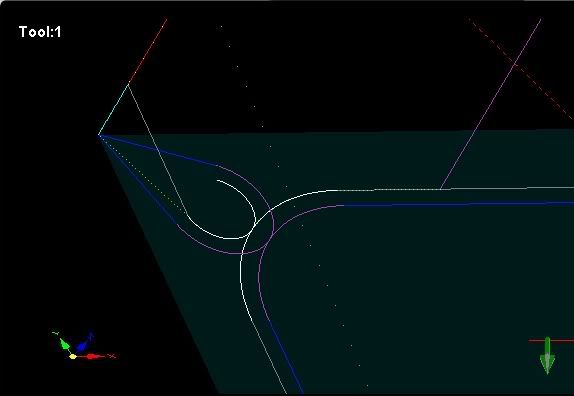
De blå och lila strecken är "originalbanan", utan kompensering och de vita och grå är banan som Mach3 har räknat ut baserat på radien på verktyget angivet i Tooltable. Här är samma sak för det inre hörnet på triangeln:

/Henrik.
EDIT: OK, såg nu att du klurat ut det mesta själv medan jag knåpade ihop mitt svar..... Höger och vänster sida har ju att göra med verktygets riktning längs fräsbanan, X eller Y spelar ingen roll. m du fräser ett spår med X-axeln, från vänster till höger så går verktyget "hitom" strecket med G42 (höger) och "bortom" strecket med G41 (vänster).
Kvadraten och triangeln är ritade så stora som dom skall vara när biten är färdig. Utan G41/G42 så hade verktygets centrum, istället för "kant", följt fräsbanan. Här är koden för fräsning av kvadraten:
Kod: Markera allt
N22 M6 T1 (Verktyg 1, D=4mm)
N24 M3 S3500
N26 G00 X-9.7487 Y109.7487 Z20
N28 Z2
N30 G01 Z-5. F125
N32 G41 G01 X-5.5008 Y97.8343 F450
N34 G03 X4.3934 Y95.6066 I5.6515 J2.015
N36 G02 X15. Y100. I10.6066 J-10.6066
N38 G01 X85.
N40 G02 X100. Y85. I0. J-15.
N42 G01 Y15.
N44 G02 X85. Y0. I-15. J0.
N46 G01 X15.
N48 G02 X0. Y15. I0. J15.
N50 G01 Y85.
N52 G02 X4.3934 Y95.6066 I15. J0.
N54 G03 X2.1657 Y105.5008 I-4.2426 J4.2426
N56 G40 G01 X-9.7487 Y109.7487
N58 G00 Z40
De blå och lila strecken är "originalbanan", utan kompensering och de vita och grå är banan som Mach3 har räknat ut baserat på radien på verktyget angivet i Tooltable. Här är samma sak för det inre hörnet på triangeln:
Kod: Markera allt
N62 M6 T2 (Verktyg 2, D=2mm)
N64 G00 X29.7052 Y30.0212 Z40.64
N66 G0 Z2
N68 G01 Z-5 F125
N70 G42 G01 X21.34 Y32.2626 F450
N72 G02 X19.0986 Y40.6278 I1.2941 J4.8296
N74 G01 X28.4583 Y49.9875
N76 X47.1778 Y68.707
N78 G02 X52.8347 Y68.707 I2.8284 J-2.8284
N80 G01 X90.2737 Y31.268
N82 G02 X87.4452 Y24.4396 I-2.8284 J-2.8284
N84 G01 X12.5673
N86 G02 X9.7388 Y31.268 I0. J4.
N88 G01 X19.0986 Y40.6278
N90 G02 X27.4638 Y38.3863 I3.5355 J-3.5355
N92 G40 G01 X29.7052 Y30.0212
N94 Z2.54 F20
N96 G00 Z20
EDIT: OK, såg nu att du klurat ut det mesta själv medan jag knåpade ihop mitt svar..... Höger och vänster sida har ju att göra med verktygets riktning längs fräsbanan, X eller Y spelar ingen roll. m du fräser ett spår med X-axeln, från vänster till höger så går verktyget "hitom" strecket med G42 (höger) och "bortom" strecket med G41 (vänster).
Re: fräs radie kompensering via g kod alt mach3
tack för bra svar henrik!
en sista fråga innan jag testar i mera bitar
N70 G42 G01 X21.34 Y32.2626 F450
Den förflyttningen, görs den så att verktygets centrum eller centrum - radie på verktyget hamnar mot kanten på biten som skall bearbetas. måste den förflyttningen göras på någe specielt sätt och träffa på tex en radie eller kan den träffa varty som på biten ?
en sista fråga innan jag testar i mera bitar
N70 G42 G01 X21.34 Y32.2626 F450
Den förflyttningen, görs den så att verktygets centrum eller centrum - radie på verktyget hamnar mot kanten på biten som skall bearbetas. måste den förflyttningen göras på någe specielt sätt och träffa på tex en radie eller kan den träffa varty som på biten ?
Re: fräs radie kompensering via g kod alt mach3
Kravet på lead-in är, vad jag vet, att rörelsen är minst lika lång som radien på verktyget. Här är ett annat lite enklare exempel att leka med - mycket lättare att se och förstå vad som händer:
Och så här der det ut i Mach3:
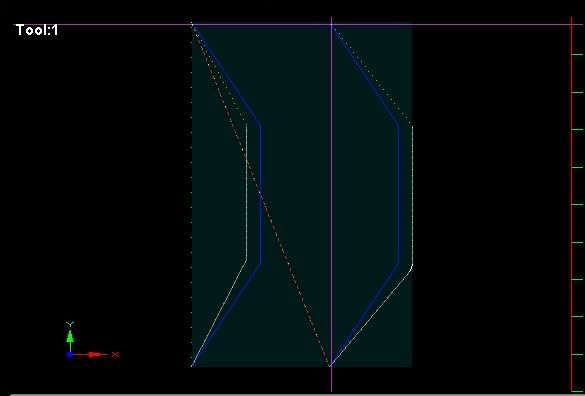
Som du kanske ser på "G42-sidan" så hade verktyget skurit av den "övre hörnan" under Lead-out rörelsen så man skulle behöva programera rörelsen lite längre om konturen man fräser är 35mm.
N70 G42 G01 X21.34 Y32.2626 F450
När det här blocket är färdigt så tangerar verktygets radie positionen X21.34 Y32.2626. Om du tar bort G42 ur blocket så blir det istället verktygets centrum som hamnar i samma position. Men DU behöver alltså inte fundera/räkna ut och programera lead-in så att verktygets radie tangerar konturen, det gör Mach3. Det DU måste programera är en rörelse under vilken systemet kan applicera radie-kompenseringen. Testa ovanstående program med olika diameter på verktyget så ser du hur det fungerar.
Svårt att förklara det här...hoppas det hjälper lite i alla fall.
/Henrik.
Kod: Markera allt
M6 T1
G0 X0 Y0
G41 G1 X10 Y15 F500 (Lead-in, kompensering vänster)
G1 Y35 (Kontur att fräsa)
G40 G1 Y50 X0 (Lead-out)
G0 X20 Y0
G42 G1 X30 Y15 (Lead-in, kompensering höger)
G1 Y35 (Kontur att fräsa)
G40 G1 Y50 X20 (Lead-out)
M30
Som du kanske ser på "G42-sidan" så hade verktyget skurit av den "övre hörnan" under Lead-out rörelsen så man skulle behöva programera rörelsen lite längre om konturen man fräser är 35mm.
N70 G42 G01 X21.34 Y32.2626 F450
När det här blocket är färdigt så tangerar verktygets radie positionen X21.34 Y32.2626. Om du tar bort G42 ur blocket så blir det istället verktygets centrum som hamnar i samma position. Men DU behöver alltså inte fundera/räkna ut och programera lead-in så att verktygets radie tangerar konturen, det gör Mach3. Det DU måste programera är en rörelse under vilken systemet kan applicera radie-kompenseringen. Testa ovanstående program med olika diameter på verktyget så ser du hur det fungerar.
Svårt att förklara det här...hoppas det hjälper lite i alla fall.
/Henrik.
Re: fräs radie kompensering via g kod alt mach3
Har testat runt lite
Strul med kordinatsystemet dock, absolut eller relativt ställer ju till en del
N1 G17 G21
N2 T1 M6
N3 S4000 F1000
G0 x-10 y-10
G41 X10 y10
G91
G1 Y40
G1 X40
G1 Y-40
G1 X-40
G40
funkar något sånär. dock får tex hörnorna på fyrkanten en radie även fast fyrkanten är utan radie
Strul med kordinatsystemet dock, absolut eller relativt ställer ju till en del
N1 G17 G21
N2 T1 M6
N3 S4000 F1000
G0 x-10 y-10
G41 X10 y10
G91
G1 Y40
G1 X40
G1 Y-40
G1 X-40
G40
funkar något sånär. dock får tex hörnorna på fyrkanten en radie även fast fyrkanten är utan radie

Re: fräs radie kompensering via g kod alt mach3
Är det inte så att det fräscentrum gör en radie?gripner skrev: funkar något sånär. dock får tex hörnorna på fyrkanten en radie även fast fyrkanten är utan radie
Skulle tro att radien är exakt lika stor som den fräsradie du ställt in offset.
Då blir ju hörnet på biten i alla fall skarpt.
Re: fräs radie kompensering via g kod alt mach3
Precis, verktygets centrum följer den offset som Mach3 skapar baserat på verktygsdiametern du anger. Hörnen kommer alltså inte att bli rundade på den färdiga biten.

