Härdnings- och slipningsfirman ville ha nominellt mått +0.4mm. Axlen skall härdas enbart i nedre änden. Sen får dom slipa in det nedre lagerläget samt konan med det övre lagerläget som referens - hade jag tänkt.
Har forfarande inte fått någon exakt prisuppgift på slipningen från dem så jag har lite ångest - räknar med ett par tusen i alla fall.... usch.... Men känner ändå att det skall göras så gör det "rätt".
/H.O
Projekt: Frässpindel med möjlighet för verktygsväxlare.
-
Krille Krokodil

- Inlägg: 4062
- Blev medlem: 9 december 2005, 22:33:11
- Ort: Helsingborg

Har faktiskt ingen aning om hur dom gör. Det är väl det som är problemet - att jag har för dålig koll... Nu ligger det övre lagerläget redan på nominellt mått så där kan/får dom inte slipa.
Skulle naturligtvis ge dom optimala förutsättningar om jag visste vad dom ville ha. Har pratat med dom flera gånger och dom säger bara: Här har du material, svarva du så härdar och slipar vi, inga problem... - typ. Så nu får dom lösa det
/H.O
Skulle naturligtvis ge dom optimala förutsättningar om jag visste vad dom ville ha. Har pratat med dom flera gånger och dom säger bara: Här har du material, svarva du så härdar och slipar vi, inga problem... - typ. Så nu får dom lösa det
/H.O
Dagens jobb på spindel-projektet:
Jag började med att fixa den invändiga gängan i överänden, M26X1.5, den skall användas till en "plugg" som håller fast hylsan med dragstången samt förspänner tallriksfjädrarna.
Därefter provsvarvade jag konan i två aluminiumbitar. Blev RÄTT mycket justerande av top-sliden fram o tillbaka innan jag var nöjd. Sen var det dags att indikera in spindelaxeln...efter några minuters spänn-kolla-knacka-kolla-släpp-snurra-spänn-kolla-knacka.... så hade jag den till bättre än 1/100mm! Och det här blev resultatet:


Nu skall "bara" spåren för drivtapparna fräsas och hålen för dito borras och gängas SEN är det härdning och slipning. En hel del jobb återstår men det svåraste, med lagerlägen, snäva toleranser etc är nog över nu
/H.O
Jag började med att fixa den invändiga gängan i överänden, M26X1.5, den skall användas till en "plugg" som håller fast hylsan med dragstången samt förspänner tallriksfjädrarna.
Därefter provsvarvade jag konan i två aluminiumbitar. Blev RÄTT mycket justerande av top-sliden fram o tillbaka innan jag var nöjd. Sen var det dags att indikera in spindelaxeln...efter några minuters spänn-kolla-knacka-kolla-släpp-snurra-spänn-kolla-knacka.... så hade jag den till bättre än 1/100mm! Och det här blev resultatet:
Nu skall "bara" spåren för drivtapparna fräsas och hålen för dito borras och gängas SEN är det härdning och slipning. En hel del jobb återstår men det svåraste, med lagerlägen, snäva toleranser etc är nog över nu
/H.O
Gårdagens aktivitet: Fräsning av spåren för drivtapparna.
Jag klurade ett tag på hur jag skulle spänna upp axeln eftersom den är 240mm lång. Till slut gjorde jag följande vis:

Skruvstycket moterat halvägs utanför bordet och spindeln inflyttad mot pelaren. Två V-block och sen ner med axeln med tidigare nämnd spännhylsa.

Indikering och injustering...

En 30-kona i skruvstycket, en 40-kona ovanför och en 50-kona i bakgrunden... Verktyget är en 10mm pinnfräs.
Och slutligen den färdiga axeln. Hylsan som används vid både svarvning och fräsningen sitter kvar på.

/H.O
Jag klurade ett tag på hur jag skulle spänna upp axeln eftersom den är 240mm lång. Till slut gjorde jag följande vis:
Skruvstycket moterat halvägs utanför bordet och spindeln inflyttad mot pelaren. Två V-block och sen ner med axeln med tidigare nämnd spännhylsa.
Indikering och injustering...
En 30-kona i skruvstycket, en 40-kona ovanför och en 50-kona i bakgrunden... Verktyget är en 10mm pinnfräs.
Och slutligen den färdiga axeln. Hylsan som används vid både svarvning och fräsningen sitter kvar på.
/H.O
Idag var jag och lämnade grejerna som ska härdas och slipas...semestertider...kommer nog ta ett par veckor innan jag får tillbaks dom.
Har även passat på att tillverka den nedre flänsen...

...och fixat pneumatikcylindern som skall trycka ner dragstången när verktyget skall släppas.

Slaglängden är 50mm vilket är typ 7ggr så långt som jag behöver så jag kommer antagligen att korta av den men jag väntar tills jag ser att allt fungerar.
/H.O
Har även passat på att tillverka den nedre flänsen...
...och fixat pneumatikcylindern som skall trycka ner dragstången när verktyget skall släppas.
Slaglängden är 50mm vilket är typ 7ggr så långt som jag behöver så jag kommer antagligen att korta av den men jag väntar tills jag ser att allt fungerar.
/H.O

Hej,
Jag fick leta runt en del innan jag hade hittat allt. Här och här till exempel. Här finns också lite mått på olika dragtappar. Jag köpte en hållare som "mall" för att dubbelkolla.
Angående erfoderligt moment så har jag faktiskt ingen aning. Det hänger ju naturligtvis på vad man tänker använda spindeln till. Små verktyg = höga varvtal/låga moment. Stora verktyg = låga varvtal/högre moment. Ju mer du kan få av båda desto bättre.
Jag letade lite på olika maskintillverkare men hittade inget direkt om vridmoment, bara varvtal och motoreffekt, men det måste ju gå att räkna baklänges där på nått sätt...??? T.ex kan det stå:
Spindle motor 5kW Directdrive
Spindle speed 6000rpm
Glöm inte att visa oss skapelsen!
EDIT: Självklart kan jag skicka en DWG eller DXF. Den är i så fall en sammaställning av de mått jag hittat. Förhoppningsvis stämmer den...annars har jag problem...
/H.O
Jag fick leta runt en del innan jag hade hittat allt. Här och här till exempel. Här finns också lite mått på olika dragtappar. Jag köpte en hållare som "mall" för att dubbelkolla.
Angående erfoderligt moment så har jag faktiskt ingen aning. Det hänger ju naturligtvis på vad man tänker använda spindeln till. Små verktyg = höga varvtal/låga moment. Stora verktyg = låga varvtal/högre moment. Ju mer du kan få av båda desto bättre
Jag letade lite på olika maskintillverkare men hittade inget direkt om vridmoment, bara varvtal och motoreffekt, men det måste ju gå att räkna baklänges där på nått sätt...??? T.ex kan det stå:
Spindle motor 5kW Directdrive
Spindle speed 6000rpm
Glöm inte att visa oss skapelsen!
EDIT: Självklart kan jag skicka en DWG eller DXF. Den är i så fall en sammaställning av de mått jag hittat. Förhoppningsvis stämmer den...annars har jag problem...
/H.O
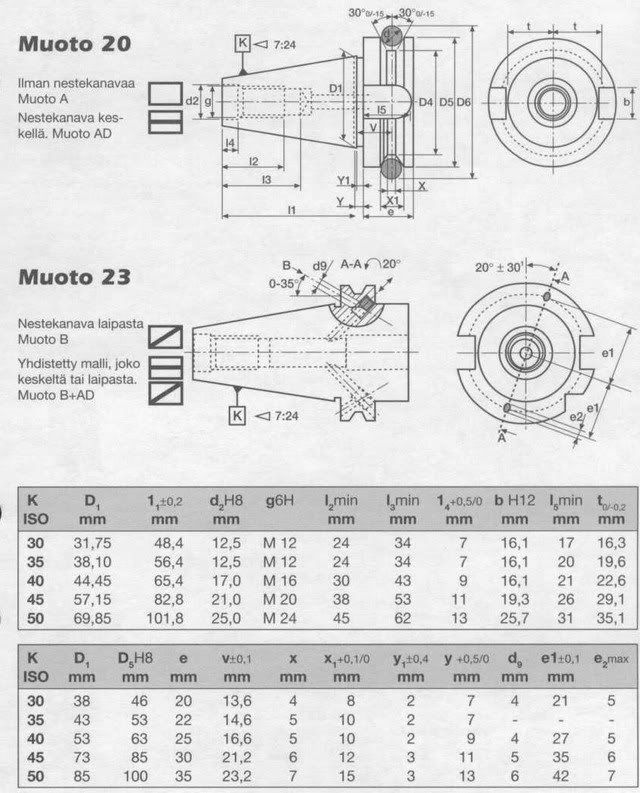
Har börjat rita lite nu! Men jag saknar några mått på själva verktygshållaren, så fyll gärna in A till F om du orkar mäta på den du köpte! 
http://jbv.hv4all.com/bt30.pdf
http://jbv.hv4all.com/bt30.pdf
Hej,
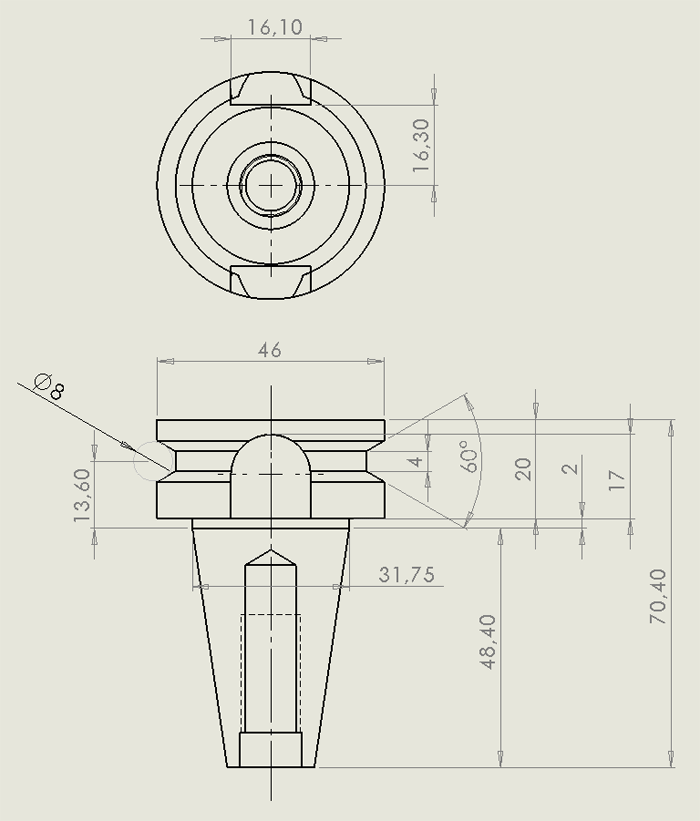
Hmmm...något är fel....totallängden är 2mm för lång på din ritning...
OK, hittade det: Du har ett mått på 22mm - det skall, vad jag kan se, vara 20mm. Sedan är den cylindriska delen innan själva konan börjar 2mm och därefter längden på den koniska delen 48,4 vilket ger 70.4 i totallängd.
Jag har lämnat min hållare till firman som slipar men jag har följande bild, den kanske hjälper lite:
Gängan är standard M12X1.75, vad jag vet.
/H.O
Hmmm...något är fel....totallängden är 2mm för lång på din ritning...
OK, hittade det: Du har ett mått på 22mm - det skall, vad jag kan se, vara 20mm. Sedan är den cylindriska delen innan själva konan börjar 2mm och därefter längden på den koniska delen 48,4 vilket ger 70.4 i totallängd.
Jag har lämnat min hållare till firman som slipar men jag har följande bild, den kanske hjälper lite:
Gängan är standard M12X1.75, vad jag vet.
/H.O