

Solhagas plasma-CNC, Mk II
Re: Solhagas plasma-CNC, Mk II
Tack för förklaringen och länken till käll-informationen! Jag följer denna tråden med stort intresse då jag även själv har en liten dröm om att bygga en CNC plasma i framtiden. 
Re: Solhagas plasma-CNC, Mk II
Väl bekomme.
Jag blev själv förvånad när jag insåg att:
Exempelvis så kan 0,5 mm olegerat stål med en lägre bågspänning, också skäras med 3800 mm/min.
Re: Solhagas plasma-CNC, Mk II
Dags att riva ut den gamla plasma CNC:n:


Och mura upp ett fundament för den nya samt svetsa ihop ett underrede:

IHS mankerade, antagligen så hade den legat an min dummyplåt och dragit ur batteriet.
Så när jag skulla testköra någon dag senare körde Z-led i botten och detta hände:

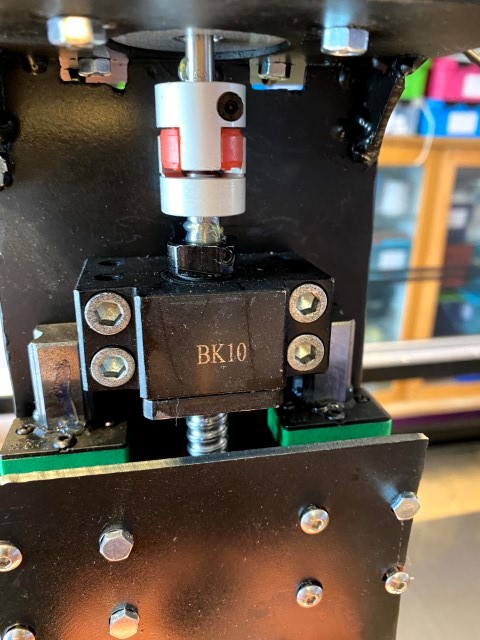
Så nu har jag bytt ut batteriet mot en vårta och bytt ut Z-kopplingen mot en "claw"-typ:
Och mura upp ett fundament för den nya samt svetsa ihop ett underrede:
IHS mankerade, antagligen så hade den legat an min dummyplåt och dragit ur batteriet.
Så när jag skulla testköra någon dag senare körde Z-led i botten och detta hände:
Så nu har jag bytt ut batteriet mot en vårta och bytt ut Z-kopplingen mot en "claw"-typ:
Re: Solhagas plasma-CNC, Mk II
Underredet klart:

Lite svart rostskyddsfärg täcker alla svetssynder .
.
Lite svart rostskyddsfärg täcker alla svetssynder
Re: Solhagas plasma-CNC, Mk II
Bordet färdigt, jag lade dit en 12 mm formplyfa som bordsskiva som fästes med silikon.
CNC:en ovanpå det; den skruvades och silikonades fast i bortskivan.
Jag upptäckte att samma problem som jag hade med Y-axeln också fanns på X-axeln. Så den har fått demonteras och skruvhålen i släden borrats större för större spel så att lagren kunde bli mer samspelta.
Sedan har en sarg för vattentråget silokonats.

I sargen lägger jag sedan en gummiduk.
CNC:en ovanpå det; den skruvades och silikonades fast i bortskivan.
Jag upptäckte att samma problem som jag hade med Y-axeln också fanns på X-axeln. Så den har fått demonteras och skruvhålen i släden borrats större för större spel så att lagren kunde bli mer samspelta.
Sedan har en sarg för vattentråget silokonats.
I sargen lägger jag sedan en gummiduk.
Re: Solhagas plasma-CNC, Mk II
För att skydda gummiduken från plasman, så har jag lagt klinkers i botten:

På min förra plasmaskärare hade jag en plåt, men den var bara 100x50 cm.
Ett bärlager raster bestående av 25x25x3 T-profil:

Topprastret av samma material:

I detta tråg skall Borax utblandat i vanligt vatten hällas.
På min förra plasmaskärare hade jag en plåt, men den var bara 100x50 cm.
Ett bärlager raster bestående av 25x25x3 T-profil:
Topprastret av samma material:
I detta tråg skall Borax utblandat i vanligt vatten hällas.
Re: Solhagas plasma-CNC, Mk II
Kommer rastret bara ligga löst så där eller kommer du svetsa/punkta ihop dom?
Re: Solhagas plasma-CNC, Mk II
Ligger löst.
Slagg kommer att bildas och då är det bara att lyfta upp den delen och skrapa bort slaggen.
När en del är utsliten, så är det lätt att lägga dit en ny.
Slagg kommer att bildas och då är det bara att lyfta upp den delen och skrapa bort slaggen.
När en del är utsliten, så är det lätt att lägga dit en ny.
Re: Solhagas plasma-CNC, Mk II
Okej, smart! Räknar du med att behöva byta vattnet någon gång? Eller fyller man bara på varefter det dunstar?
Re: Solhagas plasma-CNC, Mk II
Jag har hittills bara fyllt på vatten. Men jag borde nog fylla på med Borax då och då.
Det är dock inte lika lätt och billigt att få tag på Borax i Sverige.
När jag nu tömde det gamla tråget så var det rejält med gammalt slagg och små plåtbitar där från hål mm.
Det såg ut ungefär så här.
Så det borde jag också gjort oftare.
Det är dock inte lika lätt och billigt att få tag på Borax i Sverige.
När jag nu tömde det gamla tråget så var det rejält med gammalt slagg och små plåtbitar där från hål mm.
Det såg ut ungefär så här.
Så det borde jag också gjort oftare.
Re: Solhagas plasma-CNC, Mk II
Upptäcker när jag har spänt bältena att plåten för rullhållarna är alldeles för klen:

Det gör att varje start och stopp av framförallt X-axeln blir lite ryckig eftersom plåten flexar.
Jag såg givetvis detta förut, men det rangliga bordet på hjul som jag har i labbet maskerade effekten av det en hel del.
Nåväl, en bit av T-profilen ovan gör nog susen:

Det blir till att svetsa dit en på varje sida i morgon.
Det gör att varje start och stopp av framförallt X-axeln blir lite ryckig eftersom plåten flexar.
Jag såg givetvis detta förut, men det rangliga bordet på hjul som jag har i labbet maskerade effekten av det en hel del.
Nåväl, en bit av T-profilen ovan gör nog susen:
Det blir till att svetsa dit en på varje sida i morgon.
Re: Solhagas plasma-CNC, Mk II
Vattnet påfyllt och de första plåtarna utskurna.
Det är polstycken till en AMT som jag håller på att bygga.
Det är ganska små plåtar, så polstyckena är samtidigt intrimningsobjekt.


En CoreXY-maskin har lite andra egenskaper än en vanlig kartesisk maskin, så lite intrimning tarvas.
Nummer ett och två föranledde mig att sänka Jerk Devitation och minska accelerationerna; det var som synes väl hackigt på sina ställen.
Det är viktigt för polstyckenas funktion att tvärtsnittet är rakt, så skärhöjden är måste vara rätt.
Polstycken fyra, fem och sex är tester av 1,3 , 1,5 samt 1,7 mm skärhöjd.
Det mätmässiga återkopplingen för skärhöjden sker med hjälp av THC.
Tyvärr så har jag inte fått ordning på den än, den skenade iväg mot slutet av skärningen.
Så just nu är den frånkopplad.
Plåten lär ändå inte variera mycket för den lilla bit jag skär ut.
Så projektet är i hamn; intrimning lär få göras kontinuerligt.
Det är polstycken till en AMT som jag håller på att bygga.
Det är ganska små plåtar, så polstyckena är samtidigt intrimningsobjekt.
En CoreXY-maskin har lite andra egenskaper än en vanlig kartesisk maskin, så lite intrimning tarvas.
Nummer ett och två föranledde mig att sänka Jerk Devitation och minska accelerationerna; det var som synes väl hackigt på sina ställen.
Det är viktigt för polstyckenas funktion att tvärtsnittet är rakt, så skärhöjden är måste vara rätt.
Polstycken fyra, fem och sex är tester av 1,3 , 1,5 samt 1,7 mm skärhöjd.
Det mätmässiga återkopplingen för skärhöjden sker med hjälp av THC.
Tyvärr så har jag inte fått ordning på den än, den skenade iväg mot slutet av skärningen.
Så just nu är den frånkopplad.
Plåten lär ändå inte variera mycket för den lilla bit jag skär ut.
Så projektet är i hamn; intrimning lär få göras kontinuerligt.
Re: Solhagas plasma-CNC, Mk II
Jag fick en ingivelse under min joggingrunda (äntligen fri plantar fascitis!) att det munstycke jag har använt, som är ett "fine cut"-munstycke för tunnare plåtar från 0,5 mm till 4 mm, kanske inte är det mest lämpade för 3 mm plåt.
Så jag bytte munstycke till ett normalmunstycke (2 mm till 25 mm) och fick ett mycket bättre resultat.
Hastigheten är högre, 3960 mm/min, och även spänningen, 128 V.
Och så här såg det ut.
Så jag bytte munstycke till ett normalmunstycke (2 mm till 25 mm) och fick ett mycket bättre resultat.
Hastigheten är högre, 3960 mm/min, och även spänningen, 128 V.
Och så här såg det ut.
Re: Solhagas plasma-CNC, Mk II
Första skärningen av aluminium, 2 mm.
Lite dross på undersidan som synes, men det är lätt att pilla eller slipa bort.
Just denna skall användas för SALS?A!

Nu skall jag försöka TIG-svetsa detta [:o)].

Lite dross på undersidan som synes, men det är lätt att pilla eller slipa bort.
Just denna skall användas för SALS?A!
Nu skall jag försöka TIG-svetsa detta [:o)].
Re: Solhagas plasma-CNC, Mk II
Jag ser inga vibrationer/vågor i vattenbadet när kompressorn går, så bordet jag byggde blev verkligen stabilt.
Dock så har IHS mankerat.
Det tog ett tag innan jag fattade vad som var fel eftersom felsymptomen var oklara och de kom och gick.
Det blir lite oxidation på insidan av munstycket som gör att resistansen mellan jord/plåt och IHS-proben sjunker från oändligheten till strax över 20 kOhm.
Det ger tillräckligt med ström för att lysdioden i optokopplaren skall trigga fototransistorn.
Så nu har jag satt i ett relä istället, hoppas att det blir bättre.
Dock så har IHS mankerat.
Det tog ett tag innan jag fattade vad som var fel eftersom felsymptomen var oklara och de kom och gick.
Det blir lite oxidation på insidan av munstycket som gör att resistansen mellan jord/plåt och IHS-proben sjunker från oändligheten till strax över 20 kOhm.
Det ger tillräckligt med ström för att lysdioden i optokopplaren skall trigga fototransistorn.
Så nu har jag satt i ett relä istället, hoppas att det blir bättre.

