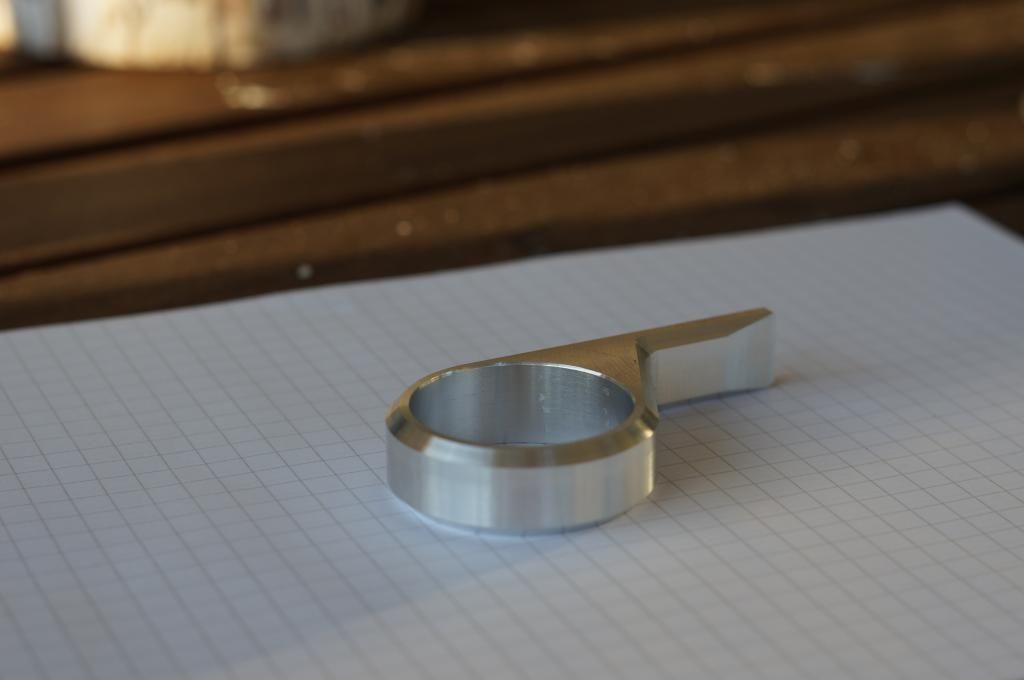
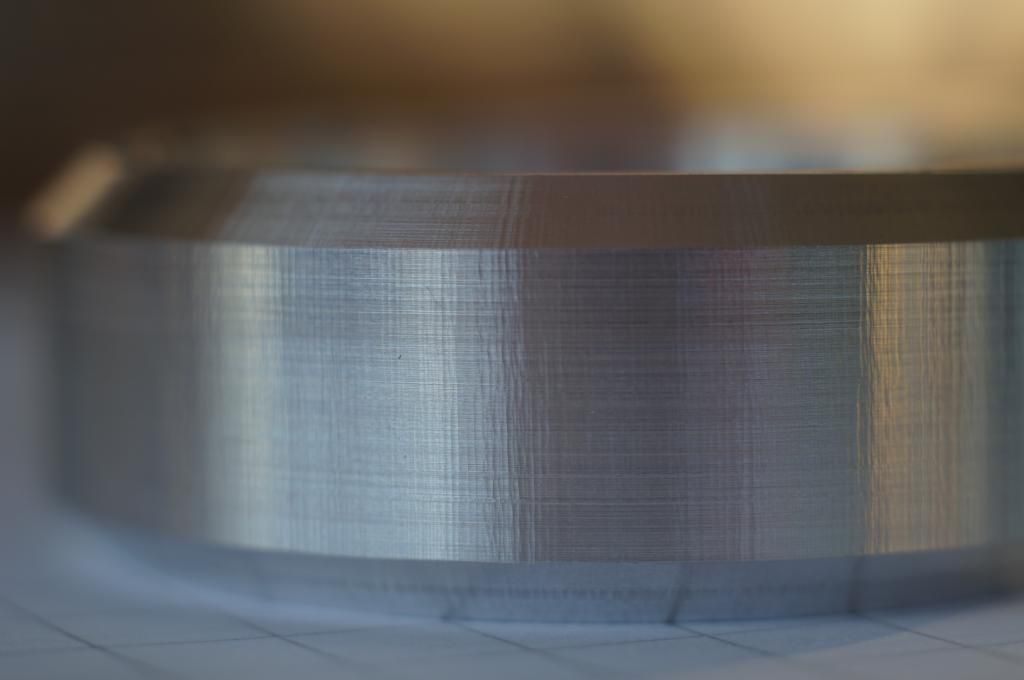
Fräste ett par fästen idag och blev att fundera på hur bra yta man kan få vid fräsning. Jag skulle gärna vilja få bättre yta på det jag fräser, men å andra sidan kan jag inte förvänta mig så mycket med tanke på vilken maskin jag använder
Jag svarvade hålet och planade biten i abenen så dom ytorna räknas inte nu
Fräsdata:
4900rpm, 600mm/min, 6mm djupt & 2mm radiellt. Med en 8mm hm no-name kinapinne.
Så till er med riktiga maskiner, hur bra yta får man egentligen?
Här är ett par bilder på biten: