Dem är jätte bra! Har handlat där många gånger, snabb service och mycket trevlig ägare (som jag för övrigt träffat IRL
Portalfräs projekt nu med video!
Re: Portalfräs projekt
"någon som har erfarenhet av denna firma???"
Dem är jätte bra! Har handlat där många gånger, snabb service och mycket trevlig ägare (som jag för övrigt träffat IRL ).
).
Dem är jätte bra! Har handlat där många gånger, snabb service och mycket trevlig ägare (som jag för övrigt träffat IRL
Re: Portalfräs projekt
Jaha, ett tag sedan uppdatering men en del har hänt.
Mitt c6 speedcontrollerkort small som ett bösskott, stort hål i IC´n förmodligen pga jordning, matade med ett separat spänningsaggregat som på nåt sätt hade chassiet skyddsjordat , tog med sig spindelkortet i graven, som tur är så hade jag redan ett spindelkort som jag köpt här på forumet så det är löst, kommer att köra med pot istället för c6 tillsvidare åtminstone tills jag vågar testa c6 igen.
, tog med sig spindelkortet i graven, som tur är så hade jag redan ett spindelkort som jag köpt här på forumet så det är löst, kommer att köra med pot istället för c6 tillsvidare åtminstone tills jag vågar testa c6 igen.
Drivdon Y varnar för kortslutna motorlindningar men motorn e ok efter test med X-axelns drivdon så felet ligger i drivdonet, skickade det till SDT för felsökning men de kunde inte testa det pga att det kräver 5v signalspänning, de ville skicka det till tyskland för felsökning men då såg jag tusenlapprna flyga så jag bad dem skicka tillbaka det, nån som vet något om Berger-lahr wd3-008 drivdon? bättre begagnat är beställt men har inte dykt upp ännu.
Fick tag i en STOR läsgaffel (ca 80mm) med Laser som jag tänkte att man kanske skulle kunna använda som tool touchoff, reagerar på ett hårstrå så precisionen kan kanske duga.
Detta vill jag ska hända när programmet kommer till ett verktygsbyte. (använder Mach3)
(Jag har tangerat innan första operationen som vanligt)
Z går till Safe Z (eller toolchange position)
Spindel Stoppar.
Y Går till Y0 (maskinkoordinat)
Stanna (här byter jag fräs sedan trycker jag på cycle start)
spindeln startat med tex 500rpm (vill ju läsa tänderna)
Z går rakt ner till gaffeln och läser vart fräsen är i Z-led (alternativt åxå kollar diametern i Y-led, går det?)
Tillbaka till safe Z
Återupptar programmet.
mao så här. http://www.renishaw.com/media/video/gen ... e84e24.mpg
HO verkar vara Guru för sådana här grejer, kan du hjälpa mig?
Mitt c6 speedcontrollerkort small som ett bösskott, stort hål i IC´n förmodligen pga jordning, matade med ett separat spänningsaggregat som på nåt sätt hade chassiet skyddsjordat
Drivdon Y varnar för kortslutna motorlindningar men motorn e ok efter test med X-axelns drivdon så felet ligger i drivdonet, skickade det till SDT för felsökning men de kunde inte testa det pga att det kräver 5v signalspänning, de ville skicka det till tyskland för felsökning men då såg jag tusenlapprna flyga så jag bad dem skicka tillbaka det, nån som vet något om Berger-lahr wd3-008 drivdon? bättre begagnat är beställt men har inte dykt upp ännu.
Fick tag i en STOR läsgaffel (ca 80mm) med Laser som jag tänkte att man kanske skulle kunna använda som tool touchoff, reagerar på ett hårstrå så precisionen kan kanske duga.
Detta vill jag ska hända när programmet kommer till ett verktygsbyte. (använder Mach3)
(Jag har tangerat innan första operationen som vanligt)
Z går till Safe Z (eller toolchange position)
Spindel Stoppar.
Y Går till Y0 (maskinkoordinat)
Stanna (här byter jag fräs sedan trycker jag på cycle start)
spindeln startat med tex 500rpm (vill ju läsa tänderna)
Z går rakt ner till gaffeln och läser vart fräsen är i Z-led (alternativt åxå kollar diametern i Y-led, går det?)
Tillbaka till safe Z
Återupptar programmet.
mao så här. http://www.renishaw.com/media/video/gen ... e84e24.mpg
HO verkar vara Guru för sådana här grejer, kan du hjälpa mig?
-
tecno

- Inlägg: 27311
- Blev medlem: 6 september 2004, 17:34:45
- Skype: tecnobs
- Ort: Sparreholm, Södermanland N 59° 4.134', E 16° 49.743'
- Kontakt:
Re: Portalfräs projekt
gotis,
den leksaken har du väl ingen nytta av så jag kan ta över den va
den leksaken har du väl ingen nytta av så jag kan ta över den va
Re: Portalfräs projekt
Hej gotis,
Jag kan nog hjälpa dig lite på traven, jag började skissa på ett makro men det slog mig att det kommer ta för mycket tid om jag ska fixa det så det passar just det du vill (du kommer att komma på saker efter hand, det vet jag ) så du får försöka lite själv så hjälper jag till (om jag kan) under resans gång.
Det jag kan säga är att det är fullt möjligt att göra det du vill men det kräver lite eftertanke..... Har du tänkt att nollställa den lokala Z-koordinaten (G54, G55 etc) med hjälp av läsgaffeln eller tänker du uppdatera verktygslängden för det aktuella verktyget och använda längd-offset i dina program?
Om du har Z0 på ytan av detaljen du bearbetar men läsgaffeln monterad på bordet så måste du ju veta "offsetten" mellan Z0 och läsgaffeln för att det skall fungera. Och Z0 ändrar sig ju beronde på vad det är för detalj du kör. Det blir lite enklare om du manuellt kan "ställa dit" läsgaffeln på detaljen men det är ju inte alltid det som var/är Z0 finns kvar.....
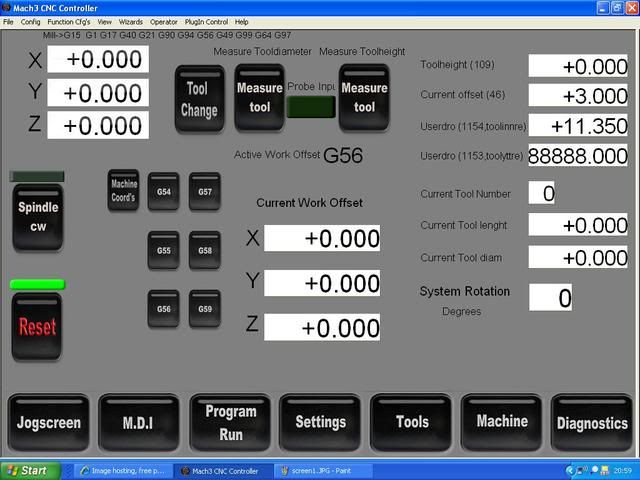
Det du behöver göra är att koppla in läsgaffeln till Mach3 och sätta upp den ingågnen som Probe under Ports & Pins. Sedan går du till General Config och klickar i alternativet Stop Spindle, Wait for CycleStart uppe till vänster i rutan. Nu kommer Mach3, vid påträffande av M6Txx att först köra makrot M6Start.m1s, när det är "klart" väntar Mach3 på CycleStart och då körs M6End.m1s. Du redigerar dessa med hjälp av Operator -> VB Script Editor (men det viste du nog redan...)
Jag kan nog hjälpa dig lite på traven, jag började skissa på ett makro men det slog mig att det kommer ta för mycket tid om jag ska fixa det så det passar just det du vill (du kommer att komma på saker efter hand, det vet jag
Det jag kan säga är att det är fullt möjligt att göra det du vill men det kräver lite eftertanke..... Har du tänkt att nollställa den lokala Z-koordinaten (G54, G55 etc) med hjälp av läsgaffeln eller tänker du uppdatera verktygslängden för det aktuella verktyget och använda längd-offset i dina program?
Om du har Z0 på ytan av detaljen du bearbetar men läsgaffeln monterad på bordet så måste du ju veta "offsetten" mellan Z0 och läsgaffeln för att det skall fungera. Och Z0 ändrar sig ju beronde på vad det är för detalj du kör. Det blir lite enklare om du manuellt kan "ställa dit" läsgaffeln på detaljen men det är ju inte alltid det som var/är Z0 finns kvar.....
Det du behöver göra är att koppla in läsgaffeln till Mach3 och sätta upp den ingågnen som Probe under Ports & Pins. Sedan går du till General Config och klickar i alternativet Stop Spindle, Wait for CycleStart uppe till vänster i rutan. Nu kommer Mach3, vid påträffande av M6Txx att först köra makrot M6Start.m1s, när det är "klart" väntar Mach3 på CycleStart och då körs M6End.m1s. Du redigerar dessa med hjälp av Operator -> VB Script Editor (men det viste du nog redan...)
-
tinyMACHINE´s
- Inlägg: 15
- Blev medlem: 19 december 2008, 06:54:11
- Ort: Stockholm
Re: Portalfräs projekt
Hi Gotis !
Jag undrar om pendanten mår bra och om det är ok att få lite mera info om den.
och om det är ok att få lite mera info om den.
Jag ser en bild utan display och senare i tråden en bild "som inte finns" den var tydligen för stor enligt någon moderator på forumet.
Om jag förstår det rätt så är det rimligt att du kör Mach3 på den eller har jag fel ?
Har du kört EMC2 på den eller klarar den av det enligt dig ?
Skulle du kunna ladda upp någon ny bild/bilder och ge en slags "produkt specifikation".??
Det är inte bara jag här i sverige om är nyfikna det är några likasinnade i andra länder med. De tycker din portalfräs är ".. an excellent design...". och som sagt vi vill gärna ha mera info om pendanten.
Så om jag säger snälla räcker det ?!
/tm
Jag undrar om pendanten mår bra
Jag ser en bild utan display och senare i tråden en bild "som inte finns" den var tydligen för stor enligt någon moderator på forumet.
Om jag förstår det rätt så är det rimligt att du kör Mach3 på den eller har jag fel ?
Har du kört EMC2 på den eller klarar den av det enligt dig ?
Skulle du kunna ladda upp någon ny bild/bilder och ge en slags "produkt specifikation".??
Det är inte bara jag här i sverige om är nyfikna det är några likasinnade i andra länder med. De tycker din portalfräs är ".. an excellent design...". och som sagt vi vill gärna ha mera info om pendanten.
Så om jag säger snälla
/tm
Re: Portalfräs projekt
Nja pendanten funkade jättebra ända tills idiotgrejen att skifta polerna fel. 
Nu ligger den nerplockad för att få en ny skärm men det dröjer nog ett tag, ekonomin behöver späs på lite, för tillfället får det duga det med pc-skärm.
länken till pendanten funkar just nu iallafall och har mig veterligen gjort hela tiden.
Emc, menar du pendanten eller fräsen? jag kör med mach3 och har inte testat något annat.
Fick igång allt utom ingångarna, behöver nytt breakoutboard, se köpessidan, men kunde köra alla axlar, 6000mm/min utan registrerad mach och kulskruvar med 5mm stigning, kan inget annat än va nöjd med det eller? Ruggigt klipp i motorerna när man matar dem med 325vdc hehe! dessa motorer håller 6nm till ca 1000rpm sen droppar vridet, med det duger åt mig.
film kommer.
Om du ställer specifika frågor så är det lättare att svara, jag håller inga hemligheter
Nu ligger den nerplockad för att få en ny skärm men det dröjer nog ett tag, ekonomin behöver späs på lite, för tillfället får det duga det med pc-skärm.
länken till pendanten funkar just nu iallafall och har mig veterligen gjort hela tiden.
Emc, menar du pendanten eller fräsen? jag kör med mach3 och har inte testat något annat.
Fick igång allt utom ingångarna, behöver nytt breakoutboard, se köpessidan, men kunde köra alla axlar, 6000mm/min utan registrerad mach och kulskruvar med 5mm stigning, kan inget annat än va nöjd med det eller? Ruggigt klipp i motorerna när man matar dem med 325vdc hehe! dessa motorer håller 6nm till ca 1000rpm sen droppar vridet, med det duger åt mig.
film kommer.
Om du ställer specifika frågor så är det lättare att svara, jag håller inga hemligheter
Re: Portalfräs projekt
Testat fräsa med en 25mm fräs i aluminium, inga som helst problem, spånorna bara sprutar 
Lite kvar att göra, tex planfräsa plattan och skruva fast t-bordet, koppla upp nya bobar, fixa spånskydd till X, (tänkte använda "bordskivan" från ett ihopfällbart campingbord), mm.mm
Lite kvar att göra, tex planfräsa plattan och skruva fast t-bordet, koppla upp nya bobar, fixa spånskydd till X, (tänkte använda "bordskivan" från ett ihopfällbart campingbord), mm.mm

Re: Portalfräs projekt nu med video!
Hej Igen!
Jag vill kunna kontrollera spindelhastigheten med en stegmotor som i sin tur vrider en potentiometer, typ cnc4pc´s C18.
Borde väl vara ganska enkelt, eller?
Anledningen är att tachometer snor de ingångar på kbmm som ett C6 kort ansluts till
Jag vill kunna kontrollera spindelhastigheten med en stegmotor som i sin tur vrider en potentiometer, typ cnc4pc´s C18.
Borde väl vara ganska enkelt, eller?
Anledningen är att tachometer snor de ingångar på kbmm som ett C6 kort ansluts till
Re: Portalfräs projekt nu med video!
Tja, Kolen på löpbandsmotorn äts upp väldigt fort så jag har kollat runt lite efter en ersättare, hittade detta hos keling. http://www.kelinginc.net/Millingmachinespindlequote.doc
Vad tror forumet om 2200w 6000rpm för 341$. ?
Ps någon som vet vart man kan köpa reservdelar till löpband?
Vad tror forumet om 2200w 6000rpm för 341$. ?
Ps någon som vet vart man kan köpa reservdelar till löpband?