


H.O
Nu när du byggt en super fin maskin så är det kanske dax för lite böcker?
http://bok.compricer.se/9147018372
http://www.internetbokhandeln.se/bok.ht ... 9147015586
H.O's Maskin. [Många bilder....och video]

Senaste upplagan av Verkstadshandboken är 12
http://www.adlibris.com/se/product.aspx?isbn=9147018917
http://www.adlibris.com/se/product.aspx?isbn=9147018917

Här kan man också få lite bra tips, tex vad man ska använda, med- eller mot-fräsning.
http://www.kjellihbg.com/
http://www.kjellihbg.com/
Hej,
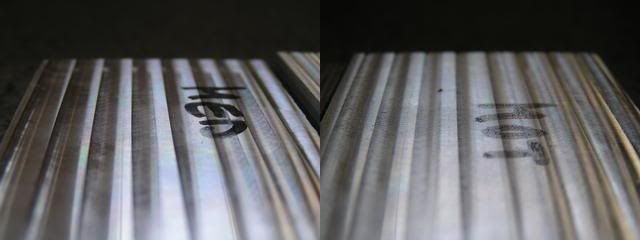
Testade att köra planfräsningen med bara med- eller motfräsning. Samma verktyg och F/S som tidigare. Resultatet blir möjligtvis lite bättre vid medfräsning men inte mycket.
Har video också men den är rätt tråkig att se...
Dormer har ett bra program som heter Selector. Där kan man ange typ av operation, material, etc etc och få ut rekomendation på lämpligt verktyg, varvtal, matning mm. Vid spårfräsning (full bredd), 2mm skärdjup i 6082-T6 så anger dom 3600rpm och 193mm/minut för just den 6mm fräsen jag har. Erforderlig spindeleffekt sägs vara 133W.
/H.O
Testade att köra planfräsningen med bara med- eller motfräsning. Samma verktyg och F/S som tidigare. Resultatet blir möjligtvis lite bättre vid medfräsning men inte mycket.
Har video också men den är rätt tråkig att se...
Dormer har ett bra program som heter Selector. Där kan man ange typ av operation, material, etc etc och få ut rekomendation på lämpligt verktyg, varvtal, matning mm. Vid spårfräsning (full bredd), 2mm skärdjup i 6082-T6 så anger dom 3600rpm och 193mm/minut för just den 6mm fräsen jag har. Erforderlig spindeleffekt sägs vara 133W.
/H.O


Japp, det blir ungefär samma när jag räknar.H.O skrev:*snip*
En 10mm 4-skärig pinnfräs har en omkrets på ~31,5mm så för att få 200m/min så ska vi ha 200/0,0315=6350rpm och för att få 0.07mm per tand så ska vi ha 6350*4*0,07=1770mm/min?
Sen, med en 2-skärig 6mm fräs (omkrets 18,8mm) så blir siffrona 200/0,0188=~10600rpm. 10600*2*0,051=1080mm/min?
2-skärig 2mm fräs: 31850rpm, 819mm/min.
Bra fråga! Jag hoppas att det finns någon här med mer koll som har lust att svara! Även om man hade haft möjlighet till 30000 rpm så känns >800 mm/min rätt läskigt med en 2 mm fräs...H.O skrev:Det där känns som rätt "otäcka" siffror.... Vad ändra om man inte "har" 31850rpm?? Förutom spindel.... Halvera varvtal & halvera matning??
*snip*
Edit: just det, det där med med- och motfräsning tror jag har större betydelse på kanter (alltså när du fräser med sidan på fräsen - valsfräsning).
Enl Karlebo ger motfräsning en något vågig men blank yta, eftersom tanden glider lite på ytan innan den börjar skära. Det kan också slita mer på fräsens tänder vid utträdet ur materialet, pga att ett litet stycke av arbetsstycket "rycks" loss och det ger ogynnsamma krafter på tanden. Jag har också läst någon annanstans att det kan bli extra varmt av att tanden glider.
Vid medfräsning blir den bearbetade ytan plan men matt. Man får en slagpåkänning på tanden (och infästning osv) vid inträdet i materialet.
Om man har en glappfri maskin och ser till att det alltid är mer än en tand i ingrepp rekommenderar Karlebo medfräsning, förutsatt att man inte försöker ta sig igenom gjuthud på t.ex. gjutjärn.
Arvid
Hej,
Nu har testat lite mer ordentligt. 6mm 2-skärig pinnfräs, (Dormer C159) i 6082-T6. Enligt Dormers program så bör man, med C159, köra 3600 rpm och 193mm/min. Det här är vad jag testade:
3600rpm, 90mm/min
3600rpm, 140mm/min
3600rpm, 193mm/min
7200rpm, 193mm/min
7200rpm, 250mm/min
7200rpm, 390mm/min
(Samtliga tester enligt ovan gjordes med ett skärdjup på 2mm och skärbredd på 3mm)
I samtliga fall där spindelhastigheten var 3600rpm fungerade det riktigt bra så de rekomederade 193mm/min är, inte helt oväntat, att föredra. Vid 7200rpm så fungerar det visserligen men det vibrerar och tjuter en del, bitvis ordentligt, så det sliter nog extra mycket på verktyget (och öronen). OM jag hade haft möjlighet till riktig kylning så hade det nog gått betydligt bättre även med den högre spindelhastigheten/matningen.
Jag testade även 2mm djup och full skärbredd (vilket C159 är TILL för) och även det fungerade fint vid 3600rpm, 193mm/min. Dessutom testade jag 4650rpm, 250mm/min (rekomenderad F & S +30%), full skärbredd och 3mm skärdjup och det verkar också fungera helt OK!
C159 är dock inte optimal för skaftfräsning, en C247 t.ex skall med samma skärdjup och bredd (2X3mm) köras med 4670rpm och 1126mm/min !! Rätt verktyg till rätt operation alltså...
Video på Youtube....
/H.O
Nu har testat lite mer ordentligt. 6mm 2-skärig pinnfräs, (Dormer C159) i 6082-T6. Enligt Dormers program så bör man, med C159, köra 3600 rpm och 193mm/min. Det här är vad jag testade:
3600rpm, 90mm/min
3600rpm, 140mm/min
3600rpm, 193mm/min
7200rpm, 193mm/min
7200rpm, 250mm/min
7200rpm, 390mm/min
(Samtliga tester enligt ovan gjordes med ett skärdjup på 2mm och skärbredd på 3mm)
I samtliga fall där spindelhastigheten var 3600rpm fungerade det riktigt bra så de rekomederade 193mm/min är, inte helt oväntat, att föredra. Vid 7200rpm så fungerar det visserligen men det vibrerar och tjuter en del, bitvis ordentligt, så det sliter nog extra mycket på verktyget (och öronen). OM jag hade haft möjlighet till riktig kylning så hade det nog gått betydligt bättre även med den högre spindelhastigheten/matningen.
Jag testade även 2mm djup och full skärbredd (vilket C159 är TILL för) och även det fungerade fint vid 3600rpm, 193mm/min. Dessutom testade jag 4650rpm, 250mm/min (rekomenderad F & S +30%), full skärbredd och 3mm skärdjup och det verkar också fungera helt OK!
C159 är dock inte optimal för skaftfräsning, en C247 t.ex skall med samma skärdjup och bredd (2X3mm) köras med 4670rpm och 1126mm/min !! Rätt verktyg till rätt operation alltså...
Video på Youtube....
/H.O
Skulle det fungera eller vara lika om man halverar matning och varvtal 
eller det kanske inte är ett linjärt förhållande (tror inte det).
Tänker på oss "stackare" som bara kan köra max 3000 rpm
Många stora fräsa har ju som maxvarv 2000-3000 rpm, och det skall väl gå att fräsa alu med dom också.
Sen har jag kommit på att medfräsning i alu blir bäst, med fin och slät yta, när jag kör i allafall.
eller det kanske inte är ett linjärt förhållande (tror inte det).
Tänker på oss "stackare" som bara kan köra max 3000 rpm
Många stora fräsa har ju som maxvarv 2000-3000 rpm, och det skall väl gå att fräsa alu med dom också.
Sen har jag kommit på att medfräsning i alu blir bäst, med fin och slät yta, när jag kör i allafall.
Hej,
Självklart går det att fräsa aluminium i större maskiner. Kanske inte alltid under optimala förhållanden med små verktyg... Det är väl skärhastigheten som är det viktigaste så ju lägre tillgängligt varvtal desto större verktyg - helst.
För C159, 6mm, full skärbredd, 3mm skärdjup i 6082-T6 säger Dormer:
3450rpm, 185mm/min (optimalt)
3000rpm, 161mm/min (~18.5varv per mm)
2500rpm, 134mm/min (~18.5varv per mm)
2000rpm, 107mm/min (~18.5varv per mm)
1500rpm, 80mm/min (~18.5varv per mm)
Testa Dormer Selector! Ange din max spindelhastighet, vilken typ av fräsning och i vilket material så plockar den fram lämpligt verktyg och skärdata.
ELLER prova sig fram. Om det fungerar - varför ändra på det.
/H.O
Självklart går det att fräsa aluminium i större maskiner. Kanske inte alltid under optimala förhållanden med små verktyg... Det är väl skärhastigheten som är det viktigaste så ju lägre tillgängligt varvtal desto större verktyg - helst.
För C159, 6mm, full skärbredd, 3mm skärdjup i 6082-T6 säger Dormer:
3450rpm, 185mm/min (optimalt)
3000rpm, 161mm/min (~18.5varv per mm)
2500rpm, 134mm/min (~18.5varv per mm)
2000rpm, 107mm/min (~18.5varv per mm)
1500rpm, 80mm/min (~18.5varv per mm)
Testa Dormer Selector! Ange din max spindelhastighet, vilken typ av fräsning och i vilket material så plockar den fram lämpligt verktyg och skärdata.
ELLER prova sig fram. Om det fungerar - varför ändra på det.
/H.O
Det var på Discovery Mix jag såg det. Antingen var det dom som bygger MC (OCC) eller Boyd's som pratade om att 6061 T6 var så bra. Kan vara att det är nåt som bara finns i US, eller att dom har sina egna nummer.
Om man fortfarande använder tummått ...
Får snacka med dom på Tibnor i Spånga vad dom har. Det är där jag köper mitt alu.
Om man fortfarande använder tummått ...
Får snacka med dom på Tibnor i Spånga vad dom har. Det är där jag köper mitt alu.
Tack H.O nu börjar bitarna trilla på plats
Har fräst ett fykantigt hjul med hål (skall föreställa ekrar) utan förborrning, kört med 6mm fräs tvåflutes och 100 mm/min 2000 rpm, och sakta plunge 40 mm/min. Tycker det blev fina kanter och fräsen slår inte till sidan har inte en tendens till det ens.

Var köper ni era fräsar?
http://www.arceurotrade.co.uk/
Har fräst ett fykantigt hjul med hål (skall föreställa ekrar) utan förborrning, kört med 6mm fräs tvåflutes och 100 mm/min 2000 rpm, och sakta plunge 40 mm/min. Tycker det blev fina kanter och fräsen slår inte till sidan har inte en tendens till det ens.
Var köper ni era fräsar?
http://www.arceurotrade.co.uk/

