

dar & arrobarro CNC
Sådärja. Då har jag kört första etappen på bordet. Har konstaterat att plåten jag valde var 5mm mindre än beräknat så en liten ritningsändring får det bli, men inget som påverkar funktionen.
Det som är gjort är att jag borrat 18mm hål på strategiskt valda ställen på undersidan bordet. I godset som blir på diagonalen mellan hålen kommer styr och gänghål borras från ovansidan (ej genomgående) och denna manöver har jag tänkt utföra direkt i maskinen då det är en h-vetes massa hål som ska till, pallar inte göra det manuellt just nu, får prioritera annat först.
"As we speak" så tar en arbetskamrat upp plåten i ett arborrverk och kör upp hålen till dia 45mm. Detta kvarlämnar ett 5mm "rutnät" av "balkar" som kommer göra bordet stabilt men bra mycket lättare än en gedigen plåt.

Det som är gjort är att jag borrat 18mm hål på strategiskt valda ställen på undersidan bordet. I godset som blir på diagonalen mellan hålen kommer styr och gänghål borras från ovansidan (ej genomgående) och denna manöver har jag tänkt utföra direkt i maskinen då det är en h-vetes massa hål som ska till, pallar inte göra det manuellt just nu, får prioritera annat först.
"As we speak" så tar en arbetskamrat upp plåten i ett arborrverk och kör upp hålen till dia 45mm. Detta kvarlämnar ett 5mm "rutnät" av "balkar" som kommer göra bordet stabilt men bra mycket lättare än en gedigen plåt.


Jag har en liten tooling-plate till min miniatyrfräs och där är det inte de gängade hålen genomgående. De fylls gärna med massa metallspån som är jobbigt att få bort. Själv skulle jag nog köra genomgående om det inte påverkar robustheten för mycket... ...så att man kan lätt rensa ur hålen emellanåt.

Det fina med genomgående hål är att man kan välja att plugga, ha dom öppna hela tiden eller öppna för rengörning. Man kan kanske blåsa rent underifrån om man inte kan täcka över vitala delar. Ska man fixa efteråt blir det mycket mera jobb. Vilket pill det blir att få upp skit som kommit ner i ett gängat hål med botten. Men men, det är ni som ska leva med det, inte jag. 

Häpphäpp, nästa steg är taget! Bordet och ramen ligger nu i ugnen och ska upp till 550 grader för att sen svalna och bli "spänningslöst". Imorrn eller på söndag hämtar jag grejerna. Se lite bilder nedan, kompletterar med bildtext senare.
Här är en snygging (undertecknad) i arborrverket. Första gången jag kör det, det var riktigt roligt! Det är nåt visst med stora maskiner.

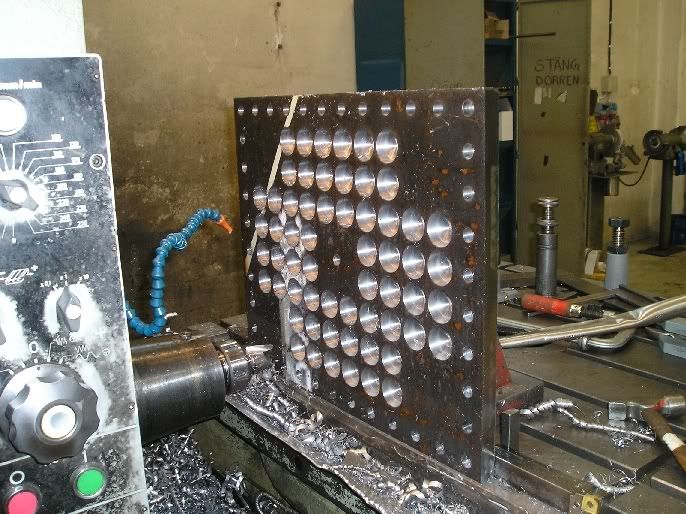
Här har jag börjat köra lätthålen. Uppspänning gjorde arbetskamraten som kör arborrverket till vardags. Vinkelhyllor som bordet svetsades fast i, satt som berget!

Fia med knuff anyone?

Klart för ugnen! Grymt nöjd så långt. Det är 5 ytor utan lätthål, det är fästytor för kulskruv och åkvagnar.

Här är ugnen. 80 grader per timme höjs tempen med, upp till 550 grader. Hålltid 2 timmar, sen avsvalning. Hämtar grejerna imorgon eller på söndag. Jösses vad amperemätarna fladdrade när vi slog på ugnen. Undrar vad CO2-utsläppet för den här maskinen blir...

Återstår att göra på stommen:
-Planfräsning av kontaktytor och borrning av fästhål för kulskruvar och skenstyrningar på ramen. bearbetning av referensyta för "kalibrering" av maskinen.
-Blästring och målning av ramen.
-Planing och fästhålsborrning på bordet. Grundmålning på icke användbara ytor under bordet.
Här är en snygging (undertecknad) i arborrverket. Första gången jag kör det, det var riktigt roligt! Det är nåt visst med stora maskiner.
Här har jag börjat köra lätthålen. Uppspänning gjorde arbetskamraten som kör arborrverket till vardags. Vinkelhyllor som bordet svetsades fast i, satt som berget!
Fia med knuff anyone?
Klart för ugnen! Grymt nöjd så långt. Det är 5 ytor utan lätthål, det är fästytor för kulskruv och åkvagnar.
Här är ugnen. 80 grader per timme höjs tempen med, upp till 550 grader. Hålltid 2 timmar, sen avsvalning. Hämtar grejerna imorgon eller på söndag. Jösses vad amperemätarna fladdrade när vi slog på ugnen. Undrar vad CO2-utsläppet för den här maskinen blir...
Återstår att göra på stommen:
-Planfräsning av kontaktytor och borrning av fästhål för kulskruvar och skenstyrningar på ramen. bearbetning av referensyta för "kalibrering" av maskinen.
-Blästring och målning av ramen.
-Planing och fästhålsborrning på bordet. Grundmålning på icke användbara ytor under bordet.
Senast redigerad av monoton 30 mars 2007, 20:49:04, redigerad totalt 1 gång.

