Sida 4 av 6
Postat: 11 juli 2008, 14:33:05
av ove
Nu fungerar limit och home switcharna som de ska... nästan... det verkar vara störningar som gör att homing och körninar avbryts hela tiden av att limit switcharna triggas.
Både den inbyggda parallellporten och den nya PCI parallellporten fungerar ungefär lika bra/dåligt.
Jag använder bara oskärmade kablar och det var kanske lite för optimistiskt

Är skärmade kablar ett måste eller går det att lösa på något annat sätt?
Jag har provat "normalt öppna" och "normalt slutna" kontakter men det är störningar med båda varianterna.
Postat: 11 juli 2008, 14:50:20
av PeterH
Lägg kablarna längre ifrån varandra... Men om du upplever störningar skulle jag byta till skärmade kablar. Jag har för mig att någon tipsat om inställningar i Mach som kräver längre pulser för "home"... (ger naturligtvis andra fenomen men det bör man kunna lösa med placeringen av switcharna).
/PeterH
Postat: 11 juli 2008, 16:30:37
av H.O
Du kan prova att gå till Config/General Config och öka upp Debounce Interval (längst upp till höger). Testa med 1000 eller nått och arbeta dig neråt om det fungerar.
Postat: 11 juli 2008, 21:29:31
av ove
Tack för tipsen om debounce... men jag kör EMC2 och har inte hittat hur man gör det där. Om det är någon som vet hur man gör det i EMC2 så är jag tacksam för alla tips.
Jag ska testa att använda partvinnad ethernet-kabel eftersom jag har en rulle på hyllan och om det inte fungerar så får jag köpa skärmad kabel.
Postat: 11 juli 2008, 21:45:25
av Meduza
Postat: 13 juli 2008, 11:59:11
av ove
Det blev bättre med tvinnad kabel från en ethernetkabel men inte helt bra...
Jag adderade en 100nF avstörningskondensator mellan signal och jord för att ta bort de sista störningarna och det hjälpte

.
Nu fungerar homing och eftersom jag har separata homekablar för varje axel så borde jag kunna homea alla samtidigt. Det kanske är säkrast att först homea Z och därefter X och Y samtidigt för att inte stöta i något om man har frässtålet i ett hål när man trycker på home.
Nästa steg är att hitta CAD och CAM programvaror som fungerar under Linux.
QCAD och Inkscape kan spara i dxf format.
Det finns en g-code plugin till inkscape men den är inte så avancerad.
gcnccam är en cam fri cam-programvara men jag vet inte hur bra den är.
Postat: 13 juli 2008, 14:10:56
av PerVita
Läste ditt inlägg och har haft samma problem.
Lite frustrerande när man håller på med ett komplicerat jobb
och får det felet. Kändes lite fel att ta bort funktionen med switcharna
för att det skulle funka.
Postat: 19 juli 2008, 12:23:02
av ove
Nu kan jag börja fräsa och det här är en liten test med konturfräsning, pocketing och verktygsbyte:

De yttre hörnen i "pocketen" blev inte så skarpa som de borde kunna bli och det ser ut som fräsen tar en genväg... och det syns också i denna bild från EMC2 Axis:
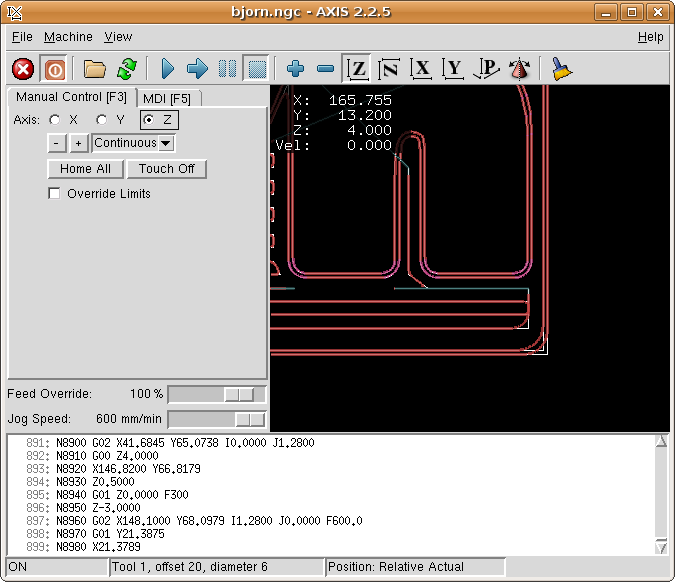
Det röda strecket är där fräsen har kört och det vita stecket är där den borde köra.
Är det någon som vet vad man kan göra åt detta problem?
Det borde vara någon inställning eftersom "felet" syns i EMC2 Axis även vid simulering.
Jag har använt SheetCamTNG som CAM programvara men den borde vara oskyldig eftersom det vita stecket är rätt.
Postat: 19 juli 2008, 13:57:19
av Meduza
Är kanske någon G200-kod på (corner smoothing)
Postat: 19 juli 2008, 14:25:06
av PerVita
Det framgår inte vilken diameter du har på fräsen.
Kolla även vilket toolnummer du kör och vilken diameter
det står där.

Postat: 19 juli 2008, 14:47:00
av Meduza
Det står ju längst ner i AXIS vad (den tror) att du har för diameter på fräsen, "Tool 1, Offset 20mm, diameter 6"
Kör du med en 6mm fräs?
Postat: 19 juli 2008, 14:51:33
av jojje
Nu kan jag börja fräsa och det här är en liten test med konturfräsning, pocketing och verktygsbyte:
Du har väl inte glömt att köra nästa verktyg? (Som rensar upp i hörnen.)
Postat: 19 juli 2008, 15:06:35
av PerVita
Håller på med ett jobb gjort i ArtCam och tycker
att det funkar bra med EMC2.
Har inga problem med hörnen förutsatt att jag använder
den fräs jag valt i ArtCam. Har bara kommit halvvägs
med fräsningen. Fräs; 6 mm, 90 grader.

Postat: 19 juli 2008, 19:07:42
av ove
Tack för alla tips!
Jag använder 3mm fräs för pocketing och en 6mm fräs för att fräsa genom hela mdf skivan så att det blir en liten skylt och jag har inte glömt att byta verktyg. Jag har inte lyckats köpa något mindre frässtål än 3mm eftersom det minsta skaft som passar i min fräs är 6mm. Det ska gå att beställa 2mm frässtål och det kommer jag nog att göra.
Matningshastigheten kanske har något met saken att göra... jag använder 10mm/s, är det för snabbt?
Jag hittar inte någon G200 (eller G2** kod) i g-koden, det enda som börjat med G2 är G21 (Units: Metric).
PerVita:
Följer det röda strecket alltid det vita i axis när du fräser eller genar den lite i kurvorna?
Postat: 19 juli 2008, 20:26:28
av ove
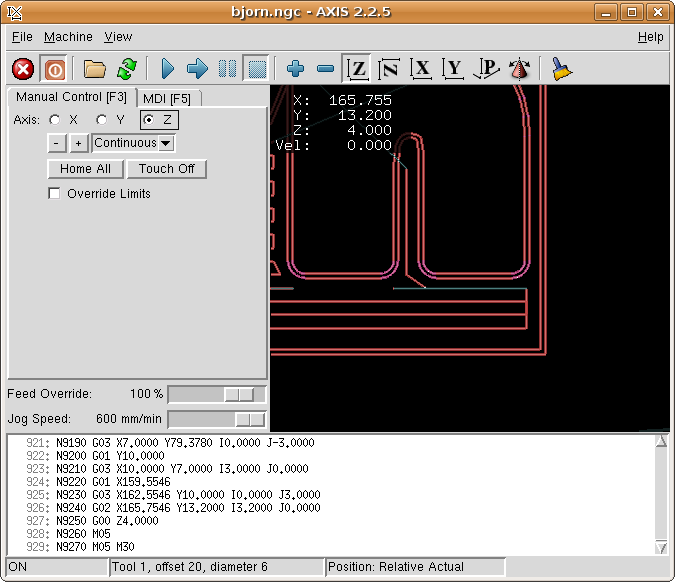
Tack än en gång för hjälpen... nu har jag hittat en lösning...

Jag hittade inget om G200 men om jag stoppar in G61 (
exact path mode) i g-koden så ser det ut att fungera mycket bättre i simuleringen:
Undra om det finns någon inställning i SheetCamTNG för olika "path mode"?