Sida 2 av 3
Postat: 4 december 2006, 00:28:05
av LaRdA
Mitt bord har jag tänkt göra ungefär som du, fast jag funderar på att låta varannat hål vara brotchat så att man kan använda härdade styrstift vid fastspänning av arbetsstycken och fixturer, samt att jag inte är säker på om jag ska göra några lättningsurtag eftersom min maskin annars riskerar att få lite hög tyngdpunkt.
Sedan är det tänkt att jag ska planslipa bordet på båda sidor för att få det så plant som möjligt..
Mitt bord kommer troligtvis bli ca 500*800*20mm.
Tyvärr så har jag inte själv möjlighet att ordna med värmebehandling , någon som vet var man kan få det gjort någonstans utan att bli ruinerad.

Postat: 4 december 2006, 11:55:12
av monoton
Slipa bord är bra, det skulle jag vilja göra men har ingen slip så det går duga med finskär med fina stål i krabban.
Undrar om det har så stor betydelse med tyngpunkten på bordet, alternativet är att ha en väldigt tung bordsplatta vilket jag ser som värre, iaf med vår lösning av bordet på vår maskin. Allt är givetvis beroende av utförandet, jag har bara vår maskin som referens.
Bra ide med varannat hål som styrhål! Att jag inte tänkte på det. En del färdiga bord har gänghål och styrhål i samma har jag sett, översta delen av hålet är en styrning och under den så är det gänga, tyvärr blir plåten för tunn för en sådan lösning på vår maskin så att ha varannan damernas blir bra, ska genast revidera mina skisser.
Postat: 4 december 2006, 13:00:26
av arvidb
Vad är ett lättningsurtag?
Arvid
Postat: 4 december 2006, 13:07:51
av jojje
Ta ur någonting så att det ska bli lättare.
Postat: 4 december 2006, 14:14:02
av monoton
Om man har en 20mm plåt och vill göra den lättare kan man göra som urfrästa fickor på ena sidan, i detta fallet på undersidan av bordet. Dock behålls vissa "fjädrar" för styrkans skull. Kan jämföras med en 5mm plåt som man svetsar fast plattjärn på hökant på ena sidan för att stärka plåten. Hoppas det klarnade lite.
Postat: 4 december 2006, 14:41:43
av mark
Har ni funderat på att göra ett T-slots bord genom att lägga metall stavar ovanpå er 20mm skiva eller liknande och sedan skruva fast dem för att skapa slotspår.
Då skulle det vara möjligt att använda ett lättare underlag t.ex. en aluminium skiva med stål eller aluminium stavar ovanpå.
Kanske något i stil med detta:
http://www.cnczone.com/forums/attachmen ... ntid=23056
Postat: 4 december 2006, 14:50:00
av jojje
Hade samma tanke, men är rädd för att det slår sig rätt lätt. Allt beror på vad man ska ha det till. Att lägga upp 10 ton å skruva fast det med M20 kan man nog glömma, men för att fästa tex sina plexibitar eller alufronter, det duger det nog till.
Det är väl bara att prova.
Postat: 4 december 2006, 15:22:51
av monoton
Yep, den lösningen finns med som alternativ/komplement till min stålplatta! Tror vi gör vår stålplatta i botten och sen får vi se vad för slags tillbehör man gör till. Om vi inte gör T-spårsbordet större än arbetsområdet kan man ju faktiskt till viss del bearbeta det med själva apparaten det är till, när det sitter på plats, det är min ide iaf. Hur ofta använder man verkligen hela arbetsområdet?
Postat: 4 december 2006, 21:05:02
av Micke_71
Det är faktiskt inte en så jättedum idé med en massa hål istället för T-spår. Har man möjligthet så kan man se till att ha en bit styrning i början av hålet för styrpinnar, istället för kilar. DÅ kan man svarva till bussningar med kanske 10 styrning för hålet och en 16-18 dia ovanpå som det ligger på. Då bör man kunna styra upp skruvstycken och ämnen inom några hundradelar utan en massa jobb o klocka upp allt man sätter fast.
Jag fördedrar i ärlighetens namn T-spår men det är så mycket krånligare att tillverka o kräver kanske dubbelt så tjockt ämne.
När man fräser T-spårbord med 22mm spår som är 800x2000 så får man börja med en 20pinne som man lämnar 2-3mm i botten och sedan grovköra med en T-spårfräs som lämnar kanse 1mm i sida o 2-3mm i botten precis som pinnen. Sedan får man vända på skiten o shimsa bort all luft efter att det redan planfrästa ämnet slagit sig och så planfräser man en gång till på bägge sidor och kör T-spåren så man nu lämnar 0.2 på 22 måttet som ska vara 22 +0,02 0 och 0,5 i botten. Vänder på skiten igen o shimsar innan en ytterligare planfräsning och sedan kör man färdigt. Man har då planfräst 3ggr på varje sida och kört spåret i 3steg och det är totalt sett 6-7 tempon. Man har förbrukat en 20mm spårnbrytande pinnfräs, en 16mm HM pinnfräs, fyra plattor till T-spårfräsen för grovkörning, en HSS t-spårfräs och 2vändor med HM i ändplansfräsen Kunden som krävde 0.05 i planhet på sitt nu 60mm tjocka bord tycker det är dyrt.....
Alternativet kan vara att borra ett raster med M20 hål med 50mm avstånd i rader 100mm isär blir först planfräsning, borrning o gängning, planfräsning samt ev finborrning (ursvarvning) utav dia 22 styrningar 4 tempon.Man klarar sig på halva godstjockleken, 20-30% av tiden och har gjort slut på en gängtapp, en HM borrkrona till ett Iscar 17.5borr, en skäregg till en finborrverktyg och en vända HM plattor till ändplanfräsen. Dvs kanske 50% av verktygs kostnaden.
Något att fundera på.

Mikael
Postat: 4 december 2006, 21:22:37
av grym
skulle kunna tänka mig ett bord med gängade hål i raster och frästa spår längdsledes eller korsande för små kilspår kanske 6mm för m8 bulthål
då har man något att linjera bitar mot på ett enkelt sätt
och lätt att sätta fast maskinskruvstycken eller jiggar
Postat: 4 december 2006, 22:21:20
av Micke_71
Ja varför inte 10-12mm breda 5mm djupa spår och i dom M8 hål på 50mm avstånd. Lättare att tillverka än T-spår och man behöver inte lika tjockt ämne.
Mikael
Postat: 5 december 2006, 06:57:20
av monoton
Micke, det låter inget vidare att köra T-spår, när det slår sej när man tar bort så mycket material på djupet.
Kör du arborrverk eller bäddfräs? Kanske både och?
Har inte hittat nån bra kombo med hålraster/styrningar ännu, skickar upp en skiss så snart det ser ok ut!
Postat: 5 december 2006, 15:16:36
av Micke_71
Jag kör sedan 10år exakt en 6200x1200x1750 bäddfräs med Heidenhain Tnc 155. 40hp spindel, ISO 50 kona och varvtalsområde 0-1600rpm.
Men på grund av vi har haft viss omsättning på personal och att jag har tröttnat på fräsa långa detaljer så kommer jag från och med måndag nästa vecka börja i ett Arborrverk i storleken 3500x2500x1250 med växlare om 60 platser och ~50hp spindel och Heidenhain TNC 426 styrsystem.
Det ska bli kul att få lite omväxling.

Fanns ingen bra bild utom på samma modell men utav årets design. Skillnaderna är inte så stora sånär som på att vi har tagit bort dörrarna ut mot spindeln.

En begränsad bild utav maskinen ifråga har vi.....

Mikael
Postat: 6 december 2006, 14:20:20
av monoton
Grym maskin! Arborrverk är "manligt".
Kör ni nåt åt RR i grannbyn?
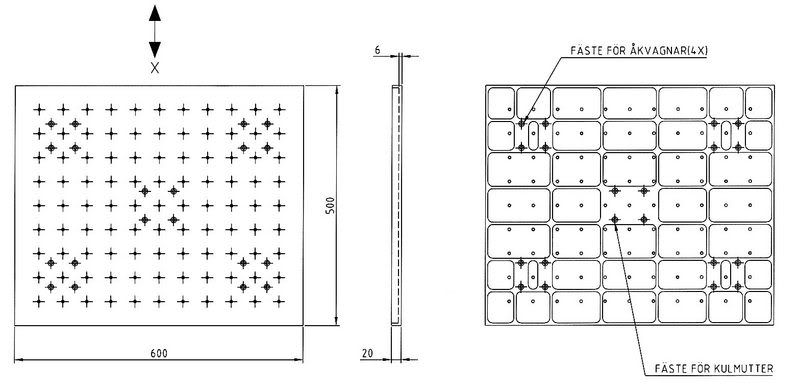
Här är första skissen på bordet. Trist att exportera bilder från Autocad och trist att lägga upp på nätet så förlåt för usel kvalisort på bilden!
Varannat hål är styrhål 6mm och varannat hål gängat hål M6. Det kommer räcka och är på gränsen till för grovt när det bara är 6mm bord att gänga i. Känns redan nu för klent godsmässigt. Bordets vikt är uppskattat till ca 20-25kg enligt skissen. För varje mm i bordsyta man lägger till får man lägga till 2,35kg så det går fort att dra iväg med vikten...
Edit: Raster med delning 50mm! Alltså 50mm mellan hålen.
Postat: 6 december 2006, 16:41:52
av jojje
Eller nåt sånt här?
http://www.bergan.se/downloads/bord.jpg
(Sedd från undersidan.)